Lower & Longer # 2 :
October 29, 2022
Reduced air Volume - Repeated
To place the two ‘Low Air’ experiments in overall
context, the typical smelt :
- uses 22 - 25 kg ore analog
- uses air input in the range of 800 + LpM (in 25 cm ID furnace)
- charcoal consumption rates in the range of +/- 8 minutes per kg
- expected bloom weight roughly 5 - 6 kg
- production yields roughly 20 - 25 %
Recently, a higher quality Omega
HHF 1001 'hot wire' style air volume meter had been purchased
by research fellow Neil Peterson. To determine the actual
air volumes produced by the previously constructed ‘smelter’ bellows
unit during the October 2021 test, both the normal electric blower
and the bellows were paired to the air inlet piping. The rough
average volumes measured using those bellows was just over 500
Litres per Minute.
This smelter
bellows unit had been built in 2008, as part of the ‘Vinland’
series. It has been used for a number of past smelts, where
either remote locations or a desire for more historic equipment has
required human powered air.
Air system set up, blower on left, bellows to
rear, as used October 2021.
Part of the intent for the June 2022 (#
91 - LAM, Lower & Longer) smelt was to reduce the air
volumes down to be in line with the measurements made during the
October 2021 test (#
90 - Wind and Weathering).
TIME
|
OPERATOR |
LENGTH |
DELIVERY |
% Added |
|
|
|
|
|
| 15:00 |
Schweitzer |
6 |
541 |
50% |
| 15:06 |
Peterson |
5 |
491 |
42% |
| 15:11 |
Markewitz |
1 |
477 |
8% |
|
average |
|
503 |
|
|
weighted |
|
515 |
|
|
|
|
|
|
| 17:06 |
Schweitzer |
4 |
549 |
57% |
| 12:10 |
Peterson |
2 |
559 |
29% |
| 17:12 |
Markewitz |
1 |
542 |
14% |
|
average |
|
550 |
|
|
weighted |
|
551 |
|
|
|
|
|
|
| 19:44 |
Schweitzer |
2 |
532 |
50% |
| 19:46 |
Peterson |
1 |
487 |
25% |
| 19:47 |
Markewitz |
1 |
501 |
25% |
|
average |
|
507 |
|
|
weighted |
|
513 |
|
|
|
|
|
|
| Overall |
average |
|
520 |
|
|
weighted |
|
526 |
|
# 90 - Table 2-1 : Bellows Air Delivery, October 2021
The June bloom yield was significantly higher
than was expected - at 28 %. To that end, the October 2022 smelt was
a repeat of June, using the same
furnace (with repairs), duplicating set up, ore, and process
(as closely as possible).
The furnace built for the June experiment was
basically in good condition, with only two areas needing some
repairs. The material gathered from Norstead at L’Anse aux Meadows
was found to be baked to a loose sandy consistency, so that
rectangular section was replaced with the same clay mix that made up
the rest of the furnace. Some cracking was expected at the boundary
lines, as this fresh addition was exposed to typical smelting
temperatures.
There had been the usual damage to the front
extraction area of the furnace when the slag mass was pulled clear
previously. A number of smaller solid clay construction bricks were
placed to duplicate the existing plinth structure, with one brick
used to fill the space of the original extraction arch. The result
was an arch 11 cm tall by 22 cm wide. There was no tapping arch
made, as it was felt the various gaps between the random selection
of bricks would serve for this purpose.
The copper tuyere was placed back into the
same location as previous, the only significant difference was the
insert distance was increased to 6 cm (from 5 cm proud used last
time), and the base depth (distance below tuyere) increased to 20
cm (from 16 + cm). Fresh clay was added as required to seal the
tuyere in place.

|

|
Damage after October
2021
|
As rebuilt for
October 2022 (early sunlight)
|
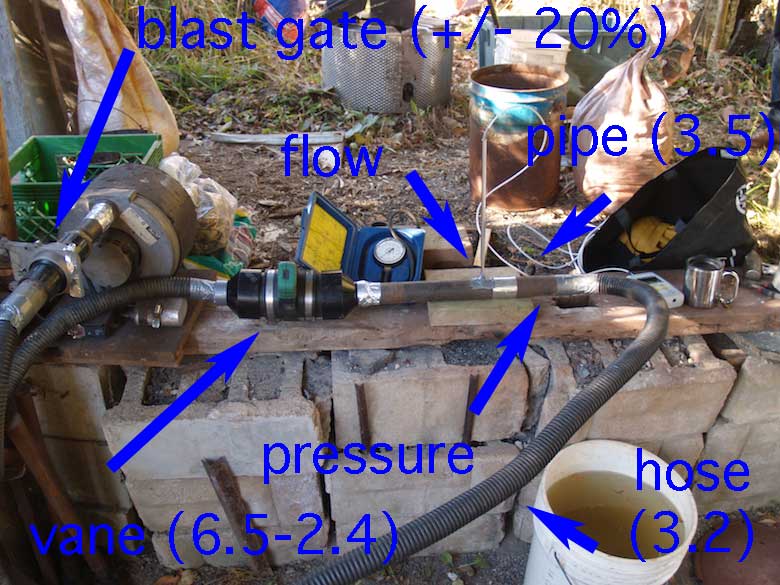
The air inlet system, other than the tuyere and associated fittings,
was slightly different than that used in June. The connections this
time were made via corrugated plastic sump pump hose with a minimum
Internal Diameter of 3.2 cm ( 1 1/4”), replacing the smooth surfaced
flexible metal pipe that had an ID of 5 cm. Although the new
arrangement used two shorter pieces, the total length of the hosing
was about the same as in June.
Air delivery with gauges in place (pipe
diameters given)
In practice, the air flow from the electric
blower was set using the same sliding plate blast gate that
has been employed for the blower source experiments since (at least)
2008. There is a roughly calibrated scale on the plate, marked to
increments of 100 LpM, originally scribed using measurements via a
pocket wind speed anemometer. Given the scale of the marks, the best
accuracy that could be expected here would be roughly 15 %, which
has not been considered critical in past experiments (primarily
since this variation is the same in all cases).
Also included in the instrumentation was a vane
type anemometer (Mastech
MS 6252B), also provided by Neil. This unit is really intended
for measuring air flow inside heating / cooling ducts, and when
confined to a small diameter fitting it's readings have been found
not to conform to the results from other equipment. Also included
was a fitting connected to a (much older) dial style direct pressure
gauge, but this unit is intended for much higher pressure automotive
applications, so barely registers in this system.
The Smelt :
The ore used here was basically the same standard
DD1 analog mix that was used in June. (1) A measurement of of water
content was made for the October batch, with a 100 gm sample baked
for 5 minutes on the top of the furnace to drive out any remaining
water. The ‘bone dry’ weight was 88 gms, a water content of 12 %.
This compares with past measurements, were most typically the water
content has ranged between 8 - 10 % with the same test method.
Although not tested for, it is most likely that the ore batch used
for the June smelt may have had an even lower water content, as it
had been sun dried over at least a full week, with daily conditions
bright and sunny with temperatures into the range of 30 C. (See the
discussion below of moisture content against the top of the
furnace.)
Smelt Team:
Darrell Markewitz - smelt master, extraction
Neil Peterson - lead hand, recording, consolidation
Ryan Kuntze - charcoal, consolidation
Ethan Khan Hafner - ore, consolidation
Max Hafner - materials processing

|

|
(L-R) Ryan, Ethan, Max - breaking sun
dried ore into suitable sized pieces.
|
First addition of rough charcoal, showing
the working area. Instrumentation (not connected yet) in
the foreground, blower to the extreme right. (image by
Lezli Kuntze) |
The start time through preheat phase was a
similar duration, although with a second use the furnace walls would
have been baked dry to partially sintered. Once again the primary
charcoal used was oak. As ore additions were made, the same sequence
of amounts was used as done with the previous experiment (groups
of three, at 1 / 1.5 / 2 / 3 kg each charcoal measure).
It was obvious from the beginning however that
the individual burn rates (time for standard measure) were longer
than the June smelt. (Go to the sequence
data) As calculated over the period of identical ore
additions / total amount of 24.5 kg :
total time
average burn - kg
ore average - kg
June 295 min.
12 min.
11.8 min.
October 391 min.
18.1 min.
16.0 min.
In comparison, the ‘ideal’ burn rate is
considered to be roughly 6 - 8 minutes per kg.
Although there were two new assistants for this
smelt (Ryan and Ethan) their activity was with breaking charcoal and
ore, then during the smelt itself making the required ore and
charcoal additions, under experienced guidance.
Two initial ‘seed’ charges, each one kg, of an
uncertain quality Lexington Limonite ore were made as was also done
in June. These charges were in place of the usual amount of iron
rich slag that are added to accelerate the creation of a working
slag bowl system, a standard method for this team. (2)
 |
 |
| Ryan adding ore with Max
observing, near the end of the sequence. (image by
Lezli Kuntze) |
Dramatic image of charcoal addition
by Ethan (image by Lezli Kuntze)
|
As was the case in the last test, and as expected
with lower volume air, the slag bowl was initially observed to form
higher than ideal in relation to the tuyere, potentially creating a
problem with rising slag obscuring the air blast. Rather than
tapping off accumulating slag, a steel rod was driven through the
rear portion of the slag bowl from the top of the furnace, allowing
excess slag to drain through into the charcoal fines beneath. This
process was done twice, at 1430 (2 kg seed + 3 kg ore added) and at
1606 (2 kg seed + 7.5 kg ore added). Later in the smelt, the furnace
would self tap (‘incontinent’) several times. Generally this smelt
ran pretty much as normal, beyond the significantly increased (and
expected) burn rates.
It was decided to leave the extraction process in
experienced hands. As was done in June, the extraction arch and
lower plinth below was opened, then the remaining charcoal fines
scrapped clear to expose the bottom of the slag bowl. Again, the
bowl was firmly attached to the lower furnace walls. To break this
clear, the log ‘thumper’ was used to pound the bloom down with the
encasing slag bowl to break this all clear, The loose mass was then
pulled free out the arch, which did result in more slag bowl
remaining attached around the bloom as it was lifted to the
compaction stump.
Because of the greatly increased time of the main
smelt sequence ( over 6 1/2 hours other than the more typical 3 - 4)
and short November daylight, it was fully dark by the time
extraction was undertaken. With first time workers Ryan and Ethan
using unfamiliar sledges, breaking off encrusting slag and initial
bloom compaction was not as efficient as might be desired. Working
in darkness can be difficult for even experienced workers, and
certainly any estimation of temperature via heat colour was
distorted.

|
Compaction - short video by Max Hafner
|
After initial clearing of slag, the bloom mass
was rushed back to the workshop, and further compression was
attempted using the hydraulic press. In truth by this point the
metal was far too cold, certainly for true compacting, even through
simple mechanical adhesion. The bloom had a very ‘crumbly’ texture
as well, so the net result was considerable fracturing. It was
decided to break up and cut the mass into several pieces, primarily
so both Ryan and Ethan could have smaller sections to keep as a
reward for their efforts.
With the resulting pieces and any fragments
larger than ‘half walnut’ (collected magnetically), the total bloom
weight was 5 kg, compared to the analog ore input of 24.5 kg,
a final yield of 20 %. Using a quick spark test, the metal
showed some slight carbon content, estimated to be about half way
between carbon free iron and mild steel (at 0.2% C), so potentially
about 0.1 % C. (3)
Air Flow Measurements :
Measurements of air flow were taken at a number
of points over the main smelting sequence. This unlike experiment #
90, when continuous readings were inputted directly into a lap top
computer. One continuing problem is converting the gauge readings
(with instruments intended for other purposes) into our desired
units of Litres per Minute :
Time
|
Mastech
|
LpM
|
Omega
|
LpM
|
1122
|
3.8
|
654
|
|
|
1148
|
3.9
|
671
|
|
|
1301
|
4.0
|
688
|
6.15
|
486
|
1 kg ore in stack
|
|
|
|
|
1649
|
|
|
5.1
|
403
|
about 3 kg ore in stack
|
|
|
|
|
1823
|
4.16
|
791
|
5.25
|
416
|
about 4 kg ore in stack
|
|
|
|
|
The previously measured plate setting was for 500
LpM (considered to be at best within 15 %), the set of measurements
from the Omega unit are considered to be most likely. It would be
expected that air flow would be reduced as more and more ore is
added into the same stack height of burning charcoal.
Discussion :
The past work of this team has been focused on
working systems based primarily on Viking Age bloomery iron
smelting. How close to these original processes it is possible to
match is effected by the limits of archaeological prototypes, and
significantly by differences in the materials that are available due
to the physical location in Southern Ontario, Canada.
Over the years there have been a number of smelts
using hand powered bellows based on possible Norse design : an early
oversized ‘Ubber-Bellows’,
the more manageable ‘smelter’
bellows, and configurations using ‘blacksmith’
sized units :
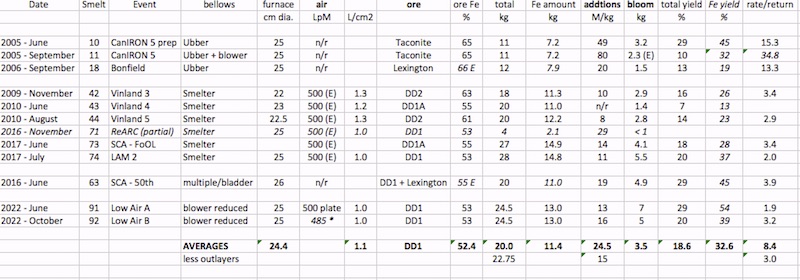
In so much as many of these smelts were carried
out at various ‘remote’ locations (with less control over
environment and general support), it might be expected that the
overall results might also be somewhat random :
- The furnaces themselves are fairly consistent in size and overall
layout, all of the ‘Norse
Short Shaft’ type, almost all at 25 cm interior diameter and
typically 40 + cm of working stack height.
- There is some variation in ore iron concentration, but the bulk of
tests are using variations on the red iron oxide (Fe2O3) analog
developed and the primary material used after 2008, with roughly 53
% Fe most typical.
- The total ore amounts used show more variation, but most smelts
added between 20 - 28 kg, with the average (discounting the first
three low volume tests and the single limited test) at 23 kg.
- When considering air delivery via a pumped bellows, produced
volume will vary considerably both by individual operators
(differences in physical abilities), and also over the long duration
of a smelt (through simple fatigue).
It is important to note the estimated (E) value
for so many of the LpM volumes indicated. This is an amount
estimated from the figures measured during the October 2021 test,
placed in retrospect (there were no actual measurements made at the
indicated experiments). This limits the amount of the indicated
litres per square centimetre (at tuyere cross section) figure. With
bellows use, this could be expected to be somewhat lower than the
‘ideal’ figure of 1.2 - 1.5 L/cm2 suggested by Sauder &
Williams. (4) normally sought in other smelts.
With so many of the other variables (furnace size
and layout, ore content and amounts) being fairly consistent, it is
hard not to attribute the large variation in ‘addition rate’ (time
in minutes for one kilogram of ore, as an average over the entire
smelt sequence) to differences in air delivery *method*, rather than
just volume, over the duration of an individual smelts listed above.
For experiment # 92, air volume measurements were made at periodic
points over the smelt, with readings from the two instruments.
Weather Impact ?
- On June 25, it was bright and sunny, and extremely hot at 20 C at
the start, plus 30 C by mid day, falling to about 23 C by the end of
the smelt
- On October 29, it was bright and sunny, and ‘seasonal’ at 0 C at
the start, 14 C by mid day, falling to about 6 C by the end of the
smelt.
It has been seen however, that other smelts
undertaken out of doors without any cover have not illustrated any
particular impact of environmental conditions on to the quality of
input air :
- Smelt
# 14 (February 2006) was at Traverse City Michigan when day
time temperatures only reached -15 C, with 29 kg of taconite ore
into a 13.6 kg bloom (47% yield). A number of smelts have been
undertaken with air temperatures into the 35 C range (June / July),
down to the 5 C range (March / November) , with no observable impact
on burn rates or resulting yields. It should be noted that compared
to the internal operating temperature of these furnaces at plus 1350
C, variations in input air temperature such a small fraction as to
be insignificant.
- Smelt
# 47 (April 2011) was at Bristol, Rhode Island with almost
constant rain or drizzle. Ore used was a combination of primarily
low iron content Limonite (mainly producing considerable slag) with
11 kg higher iron ores (black oxide and Hematite), producing a 2.2
kg bloom (20% yield against those better ores). This was a teaching
event however, and a number of major problems had occurred over the
sequence. Other smelts have been undertaken at ocean shores (
# 11 / #
44 / #
74) but as these smelts depended on bellows driven air, the
possible effect of damp air can not be determined. Smelts are almost
always set to fixed schedules, either annual dates or set months in
advance, and are conducted ‘rain or shine’. Even so, on reflection,
few have been undertaken with rainy weather for comparisons, also
noting that environmental conditions (beyond the exceptional) are
rarely recorded.
There exists the potential for charcoal to absorb
moisture from the environment over time :
- The charcoal used in June was mainly recently purchased, where it
had been stored inside, with a weight per standard measure of 1.8 kg
- The charcoal used in October had been purchased in mid June, and
stored outside for four months, with a weight per standard measure
of 1.8 kg
In truth however, the considerable amount of
waste heat at the top of a correctly designed furnace, will serve to
bake out any moisture contained in freshly added charcoal, well
before it descends far enough to react with the available oxygen in
the stack. Temperatures at the top of a furnace (so here + 40 cm
above the tuyere) have been regularly measured in the range of 600
C. Because of this, moisture content of the charcoal via atmospheric
absorption is not considered to have any impact on the smelting
process.
Conclusions (?)
Comparing the June smelt (# 91) against October
(# 92), especially with references to other experiments utilizing
lower air volumes (admittedly all using bellows variations), it
would appear the ‘odd’ result is in fact June, with that yield of 28
%. The results of the October smelt at 20 % more closely approach
the values produced from those other experiments. At the limits of
casual observation, there are only three differences between the two
‘Low Air’ smelts :
- Source air temperature was roughly 30 C in June, roughly 10 C in
October.
- Charcoal used in June was ‘bone dry’, while than in October had
absorbed a slight amount of moisture.
- Air from the blower delivered in a smooth interior pipe at 5 cm ID
in June, a corrugated minimum 3.3 cm ID in October.
This last element, at least on first glance,
appears the only accountable difference. The measurements of air
volumes as recorded are made within the sealed air input system
however, so should still reflect the actual flow of air into the
furnace.
The last possibility is some difference in
physical method by the two groups of workers (charcoal and ore
additions) between the two smelts. In June, these tasks were mainly
carried out by individuals who had long (decades) experience. In
October, these were first time workers, but under the supervision
and guidance of those same senior experimenters.
After considerable discussion and reflection, it
would appear that the results of the October experiment are the
more dependable, in terms of judging the effects of low volume
air into this standard furnace layout and materials. It may be that
a combination of factors, individually so small to barely register,
added up to enough effect to produce the exceptional results in
June.
The difference between the constant blast
produced by blowers, and the pulsing flow produced by Norse styled
twin bellows still remains to be further explored. (5)
Notes:
1) Simple geography of South Central Ontario precludes the
availability of any nature iron ores, including primary bog iron
ore. The Dark
Dirt series of analogs uses commercially available iron oxide
powders as the base, with a donation of a large quantity of red
oxide / Fe2O3 as the DD1 the main type for these experiments. A
batch is prepared for each smelt, a 22.5 kg bag is mixed with 2.5 kg
of whole wheat flour, plus enough water to create a paste about the
consistency of mayonnaise. This is then spread on to trays to about
1.5 cm thick, which are placed outside in the sun to dry. In off
season / foul weather, the drying process may be assisted by placing
the trays under infra-red heat lamps. Individual batches can be
expected to vary slightly in water content (as discussed), with
total amounts normally varying primarily through spilling) between
23 to 25 kg.
2) In June there was no tap slag from previous smelts available, and
some of the stockpiled (poor quality) Lexington Limonite had been
substituted. The method of quickly establishing a working slag bowl
by making initial charges (2 - 3 kg) of black iron rich slag was
developed by Michael Nissen of Denmark, and communicated
during the 2008 ‘Iron
in Thy’ symposium.
3) Judging carbon content by observing the sparks through grinding
is at best only a rough approximation, as much experience as
anything. Compounding this is the known variation of carbon through
a raw bloom, where the original top surface commonly has a higher
carbon amount than the bottom side. Testing broken pieces will
further result in random results. The process of welding up a bloom
into a consistent bar will also both blend and modify the starting
carbon contents.
4) Sauder, L., & Williams, S., 2002, A Practical
Treatise on the Smelting and Smithing of Bloomery Iron,
Historical Metallurgy 36 (2), (available as pdf) https://s3.amazonaws.com/images.icompendium.com/sites/eliz2406/sup/3694971-A-practical-treatise-on-the-smelting-and-smithing-of-bloomery-iron.pdf
5) Peterson, N., 2021, A lot of Hot Air: Exploring Air
Production in Viking Era Bellows, presented at the 12th
Experimental Archaeology Conference - EAC12 World Tour (publication
pending)
An important consideration is separating the
specific operation of Norse twin bellows from other human powered
air delivery systems. Norse bellows will produce a pulsing air
supply, which would also be the case for still earlier drum or bag
bellows systems, or the roughly contemporary Chinese box bellows.
The historically later ‘Great Bellows’ (mid 1300’s) has a ‘double
action’ mechanism, where a moving first chamber supplies air to a
second delivery chamber, thus actually creating a constant air
blast. The same result will be found with any system that uses a
collecting air bladder as a second stage, regardless of the initial
air input. Unfortunately, too many living history based teams do not
clearly describe exactly what equipment they are using when stating
‘used a bellows’.